|
Tiến trình đang được thực hiện.Vui lòng chờ đợi trong giây lát... |





Lượt xem: 1375 ,từ ngày 17-01-2015
Sản phẩm này đã hết hàng...!
Mô tả chung:
Tính năng kỹ khuật:
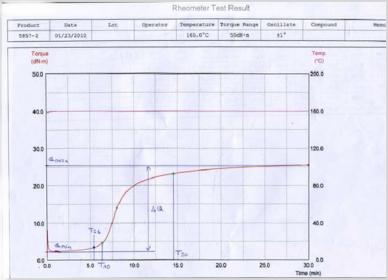
Từ đường cong lưu hóa, ta xác định được các thông số sau đây:
ML: moment xoắn cực tiểu
Trên biểu đồ là điểm Qmin. ML đặc trưng cho độ nhớt của hỗn hợp ở nhiệt độ khảo sát. ML đặc trưng cho khả năng chế biến của hỗn hợp, tương tự như độ nhớt Mooney. ML càng thấp thì độ dẽo của hỗn hợp càng thấp.
MH: moment xoắn cực đại (module của hỗn hợp sau khi đã lưu hóa). MH đặc trưng cho tính năng cao su đã lưu hóa. MH càng cao -> cao su càng cứng/ cường lực càng cao.
Ts1: thời gian chảy.
Ts1 là thời gian để moment xoắn của hỗn hợp tăng lên được 1 đơn vị kể từ ML. Ts1 là khoảng thời gian hỗn hợp cao su duy trì trạng thái chảy trước khi đi vào trạng thái đóng rắn. Ts1 càng dài, hỗn hợp cao su càng dễ điền đầy khuôn, đặc biệt là các loại khuôn có hoa văn phức tạp. Ts1 càng dài làm hỗn hợp cao su an toàn hơn khi chế biến, giảm hiện tượng tự lưu. Tuy nhiên nếu Ts1 quá dài sẽ làm tăng thời gian lưu hóa, giảm năng suất sản xuất và có thể gây khuyết tật bọt khí trong sản phẩm.
Đối với các hỗn hợp cao su kết dính với vải mành, sợi thép, kim loại, thời gian chảy của hỗn hợp cao su càng dài càng tăng lực kết dính.
Đối với các sản phẩm có nhiều thành phần hỗn hợp cao su, nhiều loại vật liệu kết hợp với nhau (ví dụ: vỏ xe các loại), TS1/TC10 của các hỗn hợp nếu khác nhau quá nhiều sẽ làm các thành phần không kết dính được với nhau tốt.
TC10: thời gian chảy
TC10 là thời gian để moment xoắn tăng được 10% của (MH-ML). TC10 về bản chất tương tự như Ts1, chỉ khác nhau về công thức tính.
TC50
TC50 là thời gian để moment xoắn tăng được 50% (MH-ML).
TC90: thời gian lưu hóa
TC90 là thời gian để moment xoắn tăng được 90% (MH-ML). Đây được xem là thời gian lưu hóa tối ưu của hỗn hợp cao su. Thời gian này giúp ta xác định được thời gian lưu hóa của sản phẩm.
Để xác định thời gian lưu hóa của sản phẩm dùng công thức kinh nghiệm sau:
T lưu hóa (phút)= (bề dầy lớn nhất của sản phẩm(mm))/2 + TC90.
Trong đó: TC90 được đo bằng máy MDR. Nếu TC90 được đo bằng máy ODR thì thời gian lưu hóa tính được sẽ được trừ đi 3 đến 5 phút.
Tuy nhiên cần kết hợp với phương pháp trên với phương pháp xác định điểm lưu hóa blow point để xác định được thời gian lưu hóa thích hợp cho sản phẩm. Để xác định blow point, người ta lưu hóa sản phẩm ở nhiều khoảng thời gian khác nhau và giảm dần khoảng thời gian này. Ở mỗi khoảng thời gian, sản phẩm được cắt ra để quan sát mặt cắt bên trong. Điểm blow point là khoảng thời gian mà mặt cắt bắt đầu xuất hiện các bọt khí nhỏ li ti. Thời gian lưu hóa được xác định là điểm blow point cộng thêm khoảng 20%.